

工作原理及特点:
冷矿振动筛属于双轴直线振动筛,由两台电动机以万向联轴器带动两串振动器做反向自同步运转,使筛箱产生较大振幅的直线振动,电机不参振,这种振动筛具有生产能力大、工作可靠、振幅调节方便、传给基础的动负荷小等优点。已广泛用于冶金、矿山、煤炭、港口等工业部门。
该系列振动筛由筛箱、振动器、支承弹簧、隔振架、二次隔振弹簧、电动机及其支架等组成。
筛框部件由筛框、筛面及紧固装置组成。筛框侧板用整块**钢板制造、侧板、加强筋板和横梁、振动器底架间的连接采用**强度螺栓与自锁式螺母或环槽铆钉连接、牢固可靠。
振动器一般安装在筛框上部的两边侧板上、制成上振式结构,振动器也可布置在筛框的用 万向联轴器连接,振动器采用迷宫环密封,干油润滑。ZSLF系列的振动器为法兰式(又称镶嵌式)。
电动机安装在固定支架上,用万向联轴器振动器相连接,电动机不参振。
ZSL系列大型冷矿筛均装有隔振架和二次隔振弹簧。
ZSL系列筛为单层筛面,本公司同时也生产多种型号的双层大型冷矿筛。
冷矿筛型号说明:
ZSL X □ □
┬ ┬ ┬ ┬
│ │ │ │
│ │ │ │
│ │ │ └───────────- 筛面长度dm
│ │ │
│ │ └───────────── 筛面宽度dm
│ │
│ └──────────────- 振式(上振式不写)
│
└──────────────── 大型冷矿筛系列代号
冷矿筛技术参数:
型号 | 筛面面积 | 给料粒度 | 处理量 | 双振幅 | 电动机 | ||
m | mm | t/h | mm | 型号 | 功率Kw | 电压 | |
ZSL1860 | 10.8 | <200 | 100-250 | 8-11 | Y200L-8 | 2×15 | 380 |
ZSL2060 | 12 | <200 | 200-300 | Y200L-8 | 2×15 | ||
ZSL2575 | 18.75 | <200 | 250-400 | Y225S-8 | 2×18.5 | ||
ZSL3070 | 21 | <300 | 350-500 | Y225M-8 | 2×22 | ||
ZSL3175 | 23.25 | <300 | 450-600 | Y225M-8 | 2×22 | ||
ZSL3090 | 27 | <300 | 550-700 | Y280S-8 | 2×37 | ||
冷矿筛安装与试运转:
安装前,要检查零部件是否完好、齐全、并对筛机安装基础进行全面清理和检查。
安装基础上的预埋钢板和地脚螺栓由用户自备,一次隔振弹簧支座下的四块预埋支承钢板的上平面应在同一水平面内,长度方向上的平面度误差不大于5mm,宽度方向上的平面度误差不大于2mm,钢板应有梁支承。
电动机支架的基础应在电动机和振动器的**度调整好后,再进行二次浇灌。
振动器各部分安装完毕,调整好相对位置,各处的一次、二次隔振动弹簧均呈垂直状态后,把弹簧支座与下部的支承钢板点焊焊牢。焊接时,只许焊弹簧支座的两侧,不许焊弹簧支座的两端。
振动器与筛箱在出厂已装好,并一起发运。现场安装时应该对原装配情况进行检查,并重新紧固连接螺栓,若安装时已超过设备出厂时间6个月,应将振动器拆开,将各零件清洗后重新组装,在轴承盒内注入2号合成锂基脂,重新安装振动器时,要保证同轴各组偏心块的对称中心线在同一平面内。振动器装配完毕后,用手转动偏心块,如阻力过大或有卡死现象,必须找出原因加以调整。
电动机轴线与振动器轴线应在同一垂直平面内,考虑到振动筛带料后支承弹簧的压缩变形增加,安装时电动机轴线应低于振动器轴线3-5mm。
筛机各部分连接必须牢固可靠,所有螺栓不得有松动。筛机上参振部分与周围固定物之间的间隙在振动方向应大于90mm,在侧方向应大于50mm.
振动筛空负荷试运转的时间为6-8小时,试运转,要求振动平稳,无横向摆动及不正常响声。如发现上述问题,应及时检查原因,排除故障。
两台电动机的旋转方向应相反,如转向相同,应变更一台电动机的电源接线,使两台电动机的旋转方向相反。
振动筛经6-8小时试运转后,应检查筛板和振动器的紧固情况,如发现松动应及时拧紧,振动器轴承工作温度应75℃。
冷矿筛使用和维护:
振动筛应避免带料起动、应起动和运行平稳后再给料。停车前应停止给料,筛面上物料全部走完后再停车。
在振动筛工作过程中,应经常观察筛子运动是否平稳,若发现运转不正常或有撞击声应立即停车检查。
应经常检查筛机上各处连接螺栓的紧固情况,若发现有松动,应及时拧紧。
振动器轴承采用2号合成锂基脂润滑。正常情况下每月加注润滑一次,油量不超过轴承空腔容积的三分之一到三分之二。振动器使用六个月后,应检查油脂情况,如发现润滑脂变干或有硬块时,应立即清洗,更换新润滑油脂。轴承应每年清洗一次。点击这里查看在百度百科内有关冷矿筛的词条。

 扫一扫微信咨询
扫一扫微信咨询 扫一扫查看手机站
扫一扫查看手机站 
 圆振筛
圆振筛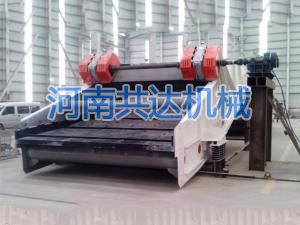 香蕉筛
香蕉筛 脱水筛
脱水筛 **效环保筛
**效环保筛 摇摆筛
摇摆筛 热矿筛
热矿筛 轻型直线筛
轻型直线筛 强振筛
强振筛 平面回旋筛
平面回旋筛 冷矿直线筛
冷矿直线筛